精密鋳造
先進のロストワックス工法で高精度と低コストを実現
工程
詳細説明

1
インジェクションマシンで金型へWAXを注入し、ワックスパターンを必要数成形します。
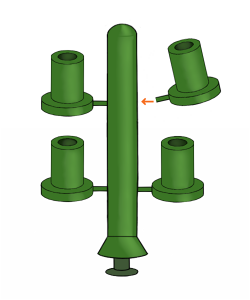
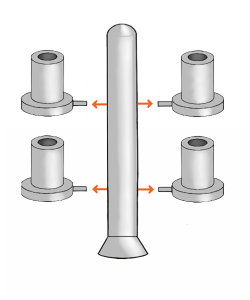
2
成形したワックスパターンを湯道棒に接着し、取り付けていきます。(これをツリーと呼びます。)

3
ツリーを耐火物の乳液につけます。
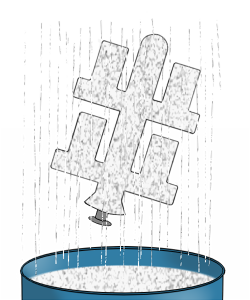
4
ツリーの上に耐火砂を振掛け半日程度乾燥させます。乾燥しますと③と④を繰返し行います。別の表現では天ぷらの衣をつけている感じになります。その後4日間は乾燥室で乾燥させます。ですからこの工程に最低7日間必要です。

5
湯口部を下にして圧力釜に入れ、蒸気で加熱と加圧を行い中のワックス溶かし出します。

6
強度を与えるために高温で焼きます。これで鋳型の完成です。鋳型の中はセミの抜け殻のように空洞となっております。
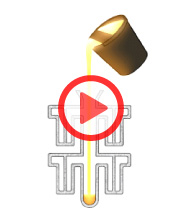
7
鋳型に溶解された金属を流し込みます。

8
鋳型が冷えてから振動を与え砂を落とし鋳型中より製品を取り出します。
9
切断機でツリーから製品を切り離します。
10
湯口跡を仕上げ、ショットブラスト、サンドブラスト等で表面を仕上げます。
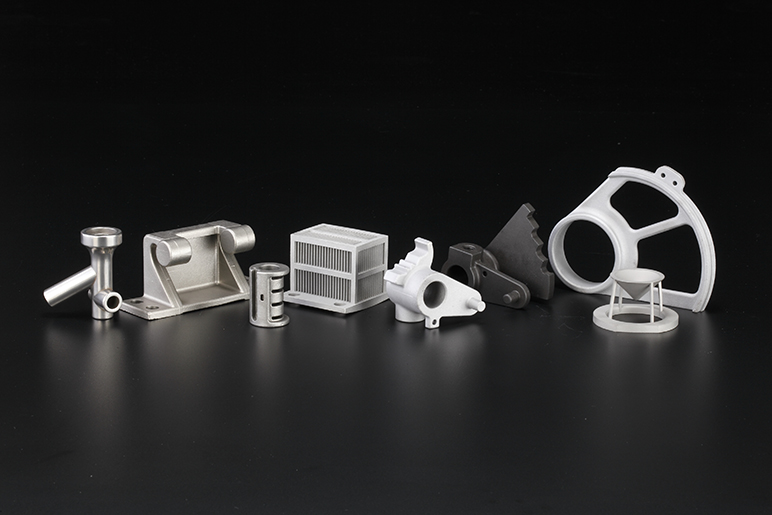
ロストワックス製法で作られた製品(部品)
作業風景
